
jig ជាធម្មតាមានធាតុផ្សំនៃទីតាំង (ដើម្បីកំណត់ទីតាំងត្រឹមត្រូវនៃ workpiece នៅក្នុង fixture) ឧបករណ៍ជួសជុល ធាតុណែនាំ cutter (ដើម្បីកំណត់ទីតាំងដែលទាក់ទងរបស់ cutter និង workpiece or guide cutter direction) ឧបករណ៍បែងចែក (ដូច្នេះ ស្នាដៃអាចបញ្ចប់ដំណើរការនៃស្ថានីយ៍ជាច្រើននៅក្នុងការដំឡើងពីរ រួមទាំងឧបករណ៍បែងចែករំកិលរ៉ូតារី និងលីនេអ៊ែរ) ធាតុតភ្ជាប់ និងតួឧបករណ៍ (មូលដ្ឋានជួសជុល) ល ហើយដូច្នេះនៅលើដែល jig ម៉ាស៊ីនគឺជារឿងធម្មតា ជាញឹកញាប់អក្សរកាត់ថា jig.When ដំណើរការ workpieces នៅលើឧបករណ៍ម៉ាស៊ីនមួយ។ដើម្បីធ្វើឱ្យផ្ទៃនៃ workpiece បំពេញតាមតម្រូវការបច្ចេកទេសនៃវិមាត្ររាងធរណីមាត្រនិងភាពជាក់លាក់ទីតាំងទៅវិញទៅមកនៃផ្ទៃផ្សេងទៀតដែលបានបញ្ជាក់នៅក្នុងគំនូរនោះ workpiece ត្រូវតែត្រូវបានជួសជុល, ទីតាំងនិងមានការគៀបមុនពេលដំណើរការ។
ប្រភេទ jig អាចត្រូវបានបែងចែកទៅជា:① jig សកល។ ដូចជាម៉ាស៊ីន vise, chuck, sucker, បែងចែកក្បាលនិងតារាងបង្វិល។រចនាសម្ព័នរបស់វាត្រូវបានរាង វិមាត្រ និងលក្ខណៈជាក់លាក់របស់វាត្រូវបានធ្វើសៀរៀល ដែលភាគច្រើនបានក្លាយទៅជាគ្រឿងបន្លាស់ស្តង់ដារនៃឧបករណ៍ម៉ាស៊ីន។វត្ថុសេវាកម្មគឺមានតែមួយគត់ និងកំណត់គោលដៅខ្ពស់។ជាទូទៅ វាត្រូវបានរចនាឡើងដោយអ្នកផលិត។ ជាទូទៅ រួមមាន ក្រឡឹង កន្ត្រក ម៉ាស៊ីនកិន ខួងអណ្តូង (ឧបករណ៍ម៉ាស៊ីនសម្រាប់ណែនាំឧបករណ៍កាត់ដើម្បីខួង ឬរន្ធ reamer នៅលើ workpiece) ងាប់គួរឱ្យធុញ (ឧបករណ៍ម៉ាស៊ីន jig សម្រាប់ណែនាំឧបករណ៍អផ្សុក។ រន្ធនៅលើ workpiece) និង jig អម (សម្រាប់ឧបករណ៍ចល័តនៅលើបន្ទាត់ស្វ័យប្រវត្តិនៃឧបករណ៍ម៉ាស៊ីនរួមបញ្ចូលគ្នា) ③ jig លៃតម្រូវបាន. jig ពិសេសដែលអាចត្រូវបានជំនួសឬលៃតម្រូវសម្រាប់សមាសភាគ។ លក្ខណៈបច្ចេកទេស និង USES គឺសមរម្យសម្រាប់ការសាកល្បងផលិតផលិតផលថ្មី និងបំណែកនីមួយៗ ការផលិតបណ្តុំតូចៗ និងការងារបណ្តោះអាសន្នដែលជាញឹកញាប់ត្រូវបានជំនួសដោយផលិតផលថ្មី។ បន្ថែមពីលើផ្នែករង ចង្កឹះ បែងចែកក្បាល និងតុបង្វិល វាក៏មានឧបករណ៍កាត់ដៃធម្មតាផងដែរ។និយាយជាទូទៅនៅពេលដែលពាក្យ cutter និង jig លេចឡើងក្នុងពេលតែមួយ jigs ភាគច្រើនសំដៅទៅលើ handle cutter ។

ក្រឡឹង jig
ឧបករណ៍ jib ដែលប្រើសម្រាប់ដំណើរការផ្នែកខាងក្នុង ខាងក្រៅ និងផ្ទៃនៃ workpieces នៅលើ lathe ត្រូវបានគេហៅថា jig device of a lathe.Jig lathe ភាគច្រើនត្រូវបានម៉ោននៅលើ spindle មួយចំនួនត្រូវបានម៉ោននៅលើ saddle គ្រែ ឬ រាងកាយគ្រែ។
ម៉ាស៊ីនវាស់បីកូអរដោណេ
វាត្រូវបានប្រើនៅក្នុងម៉ាស៊ីនវាស់ស្ទង់ និងការគាំទ្រម៉ូឌុល ឧបករណ៍យោងដើម្បីសម្រេចបាននូវការជួសជុលដែលអាចបត់បែនបាននៃ workpiece នៅក្រោមការសាកល្បង។ ឧបករណ៍អាចត្រូវបានសរសេរកម្មវិធីដោយស្វ័យប្រវត្តិដើម្បីទ្រទ្រង់ workpiece និងរៀបចំចំណុចយោងគ្មានដែនកំណត់សម្រាប់ការកំណត់រចនាសម្ព័ន្ធ workpiece ។ កម្មវិធីពិសេសកម្រិតខ្ពស់អាចដោយផ្ទាល់ តាមរយៈទិន្នន័យធរណីមាត្រនៃ workpiece ក្នុងរយៈពេលពីរបីវិនាទីដើម្បីបង្កើតនីតិវិធីនៃការតោង workpiece ។
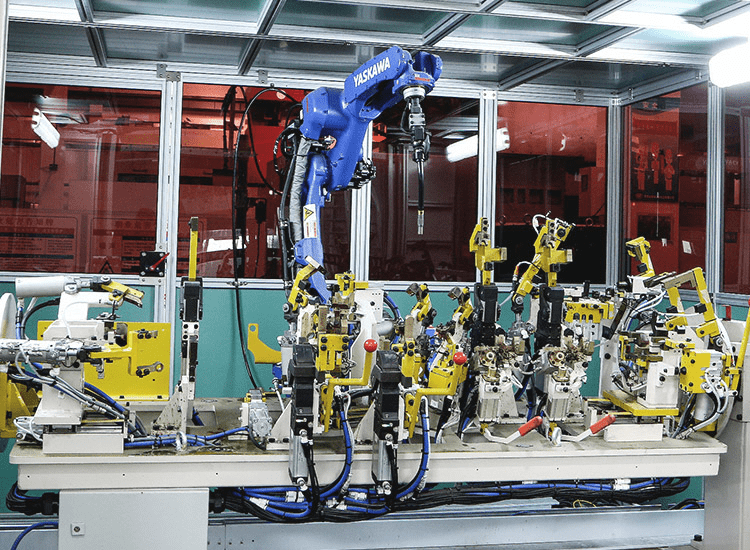
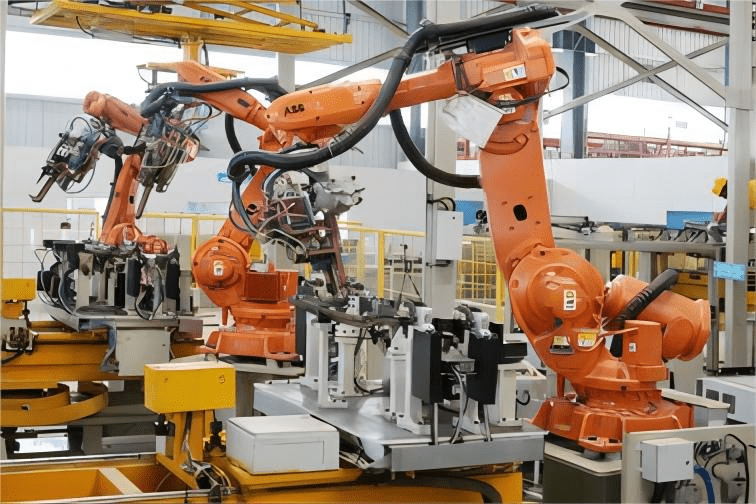
ឧបករណ៍សម្រាប់មនុស្សយន្តឧស្សាហកម្ម
ពួកវាទាំងអស់ត្រូវបានដំឡើងនៅក្នុងមនុស្សយន្តឧស្សាហកម្ម និងប្រើប្រាស់នៅក្នុងឧបករណ៍ស្វ័យប្រវត្តិកម្មឧស្សាហកម្ម ដែលជាបច្ចេកវិទ្យាថ្មីមួយនៃឧបករណ៍ស្វ័យប្រវត្តិកម្មឧស្សាហកម្មទំនើប។ កិច្ចសហប្រតិបត្តិការជាមួយមនុស្សយន្តត្រូវបានប្រើប្រាស់ជាចម្បងនៅក្នុងផលិតកម្មឧស្សាហកម្មទំនើប។ការប្រើប្រាស់ទូទៅគឺការផ្ទុកនិងការផ្ទុកឧបករណ៍ម៉ាស៊ីន, ជង់ workpiece, welding, កិននិងរោងចក្រគ្មានមនុស្សបើកដោយស្វ័យប្រវត្តិផ្សេងទៀត។
ម៉ាស៊ីនកិន
ទាំងអស់ត្រូវបានដំឡើងនៅលើតុកិន ជាមួយនឹងចលនានៃការផ្តល់អាហារដល់តារាងម៉ាស៊ីន។ វាត្រូវបានផ្សំឡើងជាចម្បងនៃឧបករណ៍កំណត់ទីតាំង ឧបករណ៍គៀប ឧបករណ៍តោងបេតុង ឧបករណ៍ភ្ជាប់ និងឧបករណ៍កាត់។ នៅក្នុងដំណើរការកិន កម្លាំងកាត់មានទំហំធំ និងកម្លាំងកាត់។ មានភាពរំជើបរំជួល ហើយរំញ័រមានទំហំធំ។ ដូច្នេះហើយកម្លាំងនៃការគៀបរបស់ម៉ាស៊ីនកិនគឺធំ ហើយភាពរឹង និងកម្លាំងរបស់ឧបករណ៍ jig គឺខ្ពស់។
jig ជើងទម្រ
ដើម្បីធានាបាននូវគុណភាពផលិតកម្មនៃជើងទម្រទ្រនាប់ និងកែលម្អគុណភាពផលិតកម្មនៃជើងទម្រ បន្ថែមពីលើការប្រើប្រាស់ឧបករណ៍ម៉ាស៊ីន និងឧបករណ៍មេកានិចផ្សេងទៀត ឧបករណ៍បច្ចេកវិជ្ជាមួយចំនួនធំនឹងត្រូវប្រើប្រាស់។ វារួមបញ្ចូលទាំងការតោងទ្រនាប់ទ្រនាប់ ផ្សិត កាំបិត និង ឧបករណ៍ជំនួយដែលពាក់ព័ន្ធ។ ជើងទម្រទ្រនាប់ទ្រនាប់គឺជាឧបករណ៍ផលិតពិសេសដែលប្រើដើម្បីធានាគុណភាពនៃផលិតផលជើងទម្រ។ វាអាចធ្វើឱ្យដំណើរការផលិតជើងទម្រទ្រនាប់កាន់តែងាយស្រួល។ គ្រឿងបរិក្ខារផ្សេងៗនៃជើងទម្រនឹងប្រែប្រួលទៅតាមរចនាសម្ព័ន្ធ និងទម្រង់ផ្សេងៗគ្នា ដំណើរការ លក្ខខណ្ឌ និងគោលការណ៍នៃការរចនា។ ដូច្នេះមានប្រភេទ និងរចនាប័ទ្មផ្សេងៗនៃប្រដាប់ដាក់អ័ក្ស ទាំងបរិមាណ និងរចនាប័ទ្ម។ វាអាចត្រូវបានប្រើដើម្បីកំណត់ទីតាំងដែលទាក់ទងនៃ workpiece យ៉ាងត្រឹមត្រូវ។ កាន់តែខ្លាំងក្លា ដើម្បីឱ្យចលនាដែលត្រូវការក្នុងដំណើរការដុំអាចបញ្ចប់បាន។ ការដំឡើងជើងទម្រដែលដើរតួយ៉ាងសំខាន់ក្នុងដំណើរការផលិត ដូច្នេះវាមានសារៈសំខាន់ខ្លាំងណាស់ក្នុងការគូរគំនូររចនាឧបករណ៍។
ពេលវេលាផ្សាយ៖ មករា-០៦-២០២៣

.png)
.png)